無(wú)錫宏帆拋光機(jī)械有限公司歡迎您!
Hongfan Polishing Machine

當(dāng)前位置: 網(wǎng)站首頁(yè)> 產(chǎn)品中心> 非標(biāo)定制拋光機(jī)

專業(yè)自動(dòng)拋光機(jī)生產(chǎn)廠家
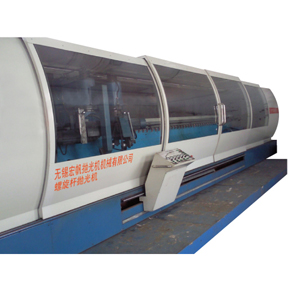
一、HF-80校直機(jī)原理
校直機(jī)是針對(duì)軸桿類產(chǎn)品在熱處理后發(fā)生彎曲變形設(shè)計(jì)的檢測(cè)校直裝置,目前的自動(dòng)校直機(jī)是一種集機(jī)械、電氣、液壓、氣動(dòng)、計(jì)算機(jī)測(cè)探分析為一體的高科技產(chǎn)品,具有優(yōu)良技術(shù)性能,集中體現(xiàn)在測(cè)量精度高,生產(chǎn)節(jié)拍快,工件適應(yīng)能力強(qiáng)等優(yōu)點(diǎn),對(duì)軸桿類工件的純圓截面、D型截面以及齒輪或花鍵的分度圓等部位的徑向跳動(dòng)可實(shí)現(xiàn)準(zhǔn)確測(cè)量。
")
二、HF-80校直機(jī)組成結(jié)構(gòu)
承載機(jī)架,液壓控制系統(tǒng),氣動(dòng)控制單元,工件徑跳檢測(cè)單元,可編程控制中心,計(jì)算機(jī)處理系統(tǒng)
三、HF-80校直機(jī)工作流程
當(dāng)操作者把工件放在自動(dòng)校直機(jī)工作臺(tái)上的定位支承位置并按下自動(dòng)啟動(dòng)按鈕之后,校直機(jī)即進(jìn)入自動(dòng)校直循環(huán)過(guò)程:先由氣缸執(zhí)行直線運(yùn)動(dòng)動(dòng)作帶動(dòng)兩側(cè)回轉(zhuǎn)頂尖前進(jìn)(若工件采用外圓定位則氣缸執(zhí)行直線運(yùn)動(dòng)動(dòng)作帶動(dòng)兩側(cè)驅(qū)動(dòng)摩擦輪下降),夾緊并定位工件測(cè)量基準(zhǔn);同時(shí)由伺服調(diào)速電機(jī)帶動(dòng)減速器回轉(zhuǎn)并驅(qū)動(dòng)工件和脈沖編碼器旋轉(zhuǎn);常時(shí)接觸方式的測(cè)量裝置檢測(cè)工件被測(cè)點(diǎn)位置的表面跳動(dòng)狀況(TIR值),并由帶有小信號(hào)放大作用的差動(dòng)變壓器式位移傳感器將檢測(cè)的數(shù)據(jù)與脈沖編碼器采集的相位數(shù)據(jù)同時(shí)傳輸給計(jì)算機(jī)數(shù)據(jù)采集系統(tǒng),計(jì)算機(jī)根據(jù)工件的彎曲情況檢測(cè)數(shù)據(jù)經(jīng)過(guò)測(cè)控系統(tǒng)加工處理后給出校直修正控制參量,然后由PLC控制伺服調(diào)速電機(jī)驅(qū)動(dòng)回轉(zhuǎn)頂尖(或摩擦輪)使工件的大彎曲點(diǎn)方向豎直向上,液壓缸執(zhí)行直線動(dòng)作驅(qū)動(dòng)壓頭下壓工件,完成一次校直循環(huán)。經(jīng)再次測(cè)量后如果工件直線度符合要求則校直機(jī)結(jié)束校直循環(huán)并給出聲光報(bào)警信號(hào),若直線度仍不合格則繼續(xù)執(zhí)行上述校直循環(huán)過(guò)程。
注:無(wú)錫宏帆拋光機(jī)械設(shè)備廠家可根據(jù)用戶需求,定制不同規(guī)格型號(hào)的產(chǎn)品,歡迎有需要的用戶致電咨詢。

專業(yè)老牌拋光機(jī)生產(chǎn)廠家無(wú)錫宏帆拋光機(jī)械有限公司常年生產(chǎn)各種自動(dòng)精拋機(jī)、外圓拋光機(jī)及鏡面拋光機(jī)械等,歡迎來(lái)電咨詢!
地址:江蘇省無(wú)錫市石塘灣鎮(zhèn)五秦村 電話:0510-83279255
聯(lián)系人:奚曉軍 手機(jī):13771175588 18921399358 郵箱:sales@wxhongfan.com
網(wǎng)址:http://aphuiqiang.com
Copyright ? 2024 無(wú)錫宏帆拋光機(jī)械有限公司 版權(quán)所有
備案號(hào):蘇ICP備12019410號(hào) 京公網(wǎng)安備 32020602001264號(hào)
技術(shù)支持:無(wú)錫網(wǎng)絡(luò)公司

 中文
中文 English
English 13771175588 18921399358
13771175588 18921399358 猜你喜歡
猜你喜歡